







Sac metal imalatında, kenar dikme ve düzleştirme işlemleri Bu işlemler, parçaların mukavemetini, güvenliğini ve görünümünü iyileştirmek için yaygın olarak kullanılmaktadır. Otomotiv üretimi, elektrik panoları, ev aletleri ve metal mobilya üretimi gibi sektörlerde bu işlemler hayati önem taşımaktadır.
Doğru olanı seçmek pres freni kenar kıvırma ve düzleştirme aletleri Tutarlı sonuçlar elde etmek, yüzey hasarını önlemek ve üretim verimliliğini artırmak için kritik öneme sahiptir. Farklı takım tipleri, belirli malzeme kalınlıklarına, üretim hacimlerine ve yüzey kalitesi gereksinimlerine uygun olarak tasarlanmıştır.
Bu kılavuz, en yaygın türlerini tanıtmaktadır. düzleştirme ve kenar kıvırma aletleriBu kılavuz, çalışma prensiplerini, avantajlarını ve uygulamalarını açıklıyor ve üreticilerin doğru takım çözümünü seçmelerine yardımcı oluyor.
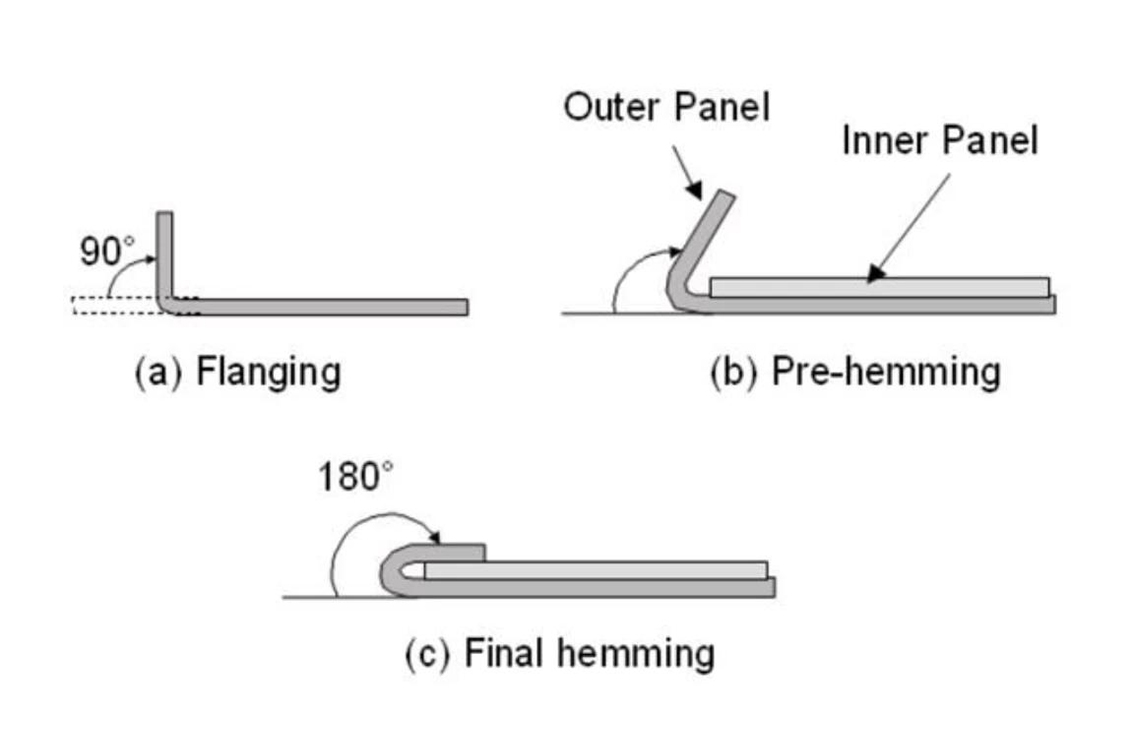

Kenar Kenar bükme, sac metal parçanın kenarının kendi üzerine katlanması işlemidir. Kenar bükmenin son aşamasına ise katlama denir. düzleştirmeKatlanmış kenar düzleştirilerek pürüzsüz ve güçlendirilmiş bir kenar oluşturulur.
Kenar dikişi yaygın olarak kullanılır çünkü:


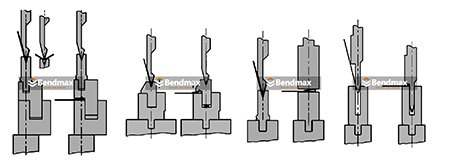
Çalışma Prensibi: Standart kenar dikimi genellikle şu şekilde yapılır: iki adım:
Avantajlar:
Tipik Uygulamalar:
Çalışma Prensibi: Bir keskin yumruk Bu işlem, düzleştirmeden önce keskin bir ön bükme açısı oluşturmak için kullanılır. Bu, kenar kıvırma hassasiyetini artırır ve malzeme deformasyonunu azaltır.
Avantajlar:
Tipik Malzemeler:
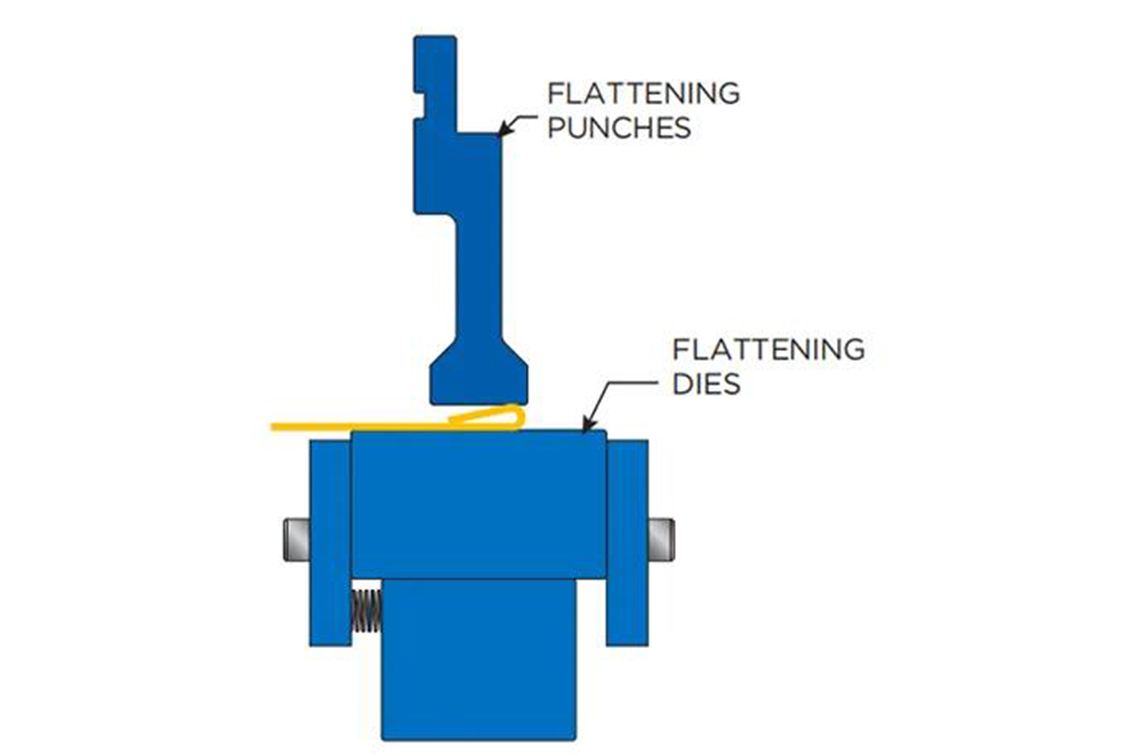
Tek aşamalı kenar kıvırma aleti işlemi tamamlandı. Tek bir hamlede ön bükme ve düzleştirme.
Avantajlar:
Tipik Sektörler:

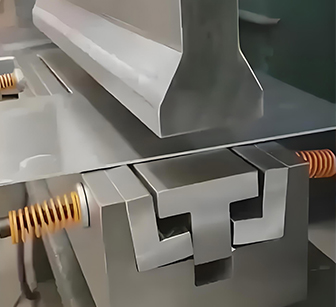
Yaylı takımlar, içlerinde yay bulunan ekipmanlardır. basıncı otomatik olarak ayarla düzleştirme sırasında.
Avantajlar:
Uygulamalar:

İz bırakmayan takımlar, yüzey hasarını önlemek için silindirler, naylon uçlar veya poliüretan uçlar kullanır.
Avantajlar:
Tipik Malzemeler:
Bükülecek malzemenin türü, alet seçiminde kritik bir rol oynar. Farklı malzemeler, düzleştirme ve kenar kıvırma işlemleri sırasında farklı davranışlar sergiler.
Yumuşak Çelik (CRS)
Yumuşak çelik, kenar kıvırma için en kolay malzemelerden biridir. Çoğu uygulama için standart iki aşamalı kenar kıvırma aletleri genellikle yeterlidir.
Paslanmaz çelik
Paslanmaz çelik daha yüksek mukavemete ve daha düşük sünekliğe sahip olduğundan, düzleştirme sırasında çatlamaya daha yatkındır. Bu durumda:
Alüminyum
Alüminyum daha yumuşaktır ancak yüzey hasarına karşı daha hassastır. Alüminyum levhalar için:
Galvanizli veya Kaplamalı Malzemeler
Yüzey koruması çok önemlidir. Standart çelik kalıpların kullanılması çiziklere neden olabilir.
Düzleştirme kalıpları seçilirken en önemli parametrelerden biri sac kalınlığıdır. Farklı kalınlık aralıkları için farklı kalıp tipleri uygundur.
İnce Levha (0,5–1,5 mm)
İnce malzemelerin kırışmasını veya çatlamasını önlemek için hassas kontrol gereklidir. Önerilen aletler:
Orta Kalınlık (1,5–3,0 mm)
Bu kalınlık aralığı elektrik panolarında, metal mobilyalarda ve ekipman muhafazalarında yaygındır. Önerilen aletler:
Kalın Sac (>3,0 mm)
Ek bükme kuvveti gereklidir ve takım mukavemeti kritik önem kazanır. Önerilen takım:
Açık Kenar
İçeride küçük bir boşluk bırakır, daha az kuvvet gerektirir, üretimi daha kolaydır. Yapısal bileşenler ve görünmeyen parçalar için uygundur.
Kapalı Kenar
Tamamen düzleştirilmiş olması, daha yüksek hassasiyet ve daha zorlu aletler gerektirir. Dekoratif parçalar ve görünür kenarlar için uygundur.
Damla Şeklinde Etek Ucu
Çatlama riski yüksek olduğunda kullanılır. Paslanmaz çelik ve kalın malzemeler için önerilir.
Yüzey kalitesi büyük önem taşır. Standart düzleştirme aletleri yüzeyde izler, çizikler veya basınç çizgileri bırakabilir. Yüzey görünümü kritik önem taşıyorsa, İz Bırakmayan Kenar Bükme Aletleri (makaralı, naylon ek parçalı veya PU korumalı) aşağıdaki durumlar için şiddetle tavsiye edilir:

Tüm takım sistemleri birbirinin yerine kullanılamaz. Yaygın takım sistemleri şunlardır: Wila Sistemi, Trumpf Sistemi, Amada Sistemi ve LVD Sistemi.
Örneğin, Wila tipi bir pres freni kullanıyorsanız, aşağıdaki gibi uyumlu takımlar gereklidir: Düzleştirme Zımbası NO.19.041 Ve Düzleştirme Kalıbı NO.29.384 Doğru konumlandırma ve güvenilir bükme sonuçları sağlar.
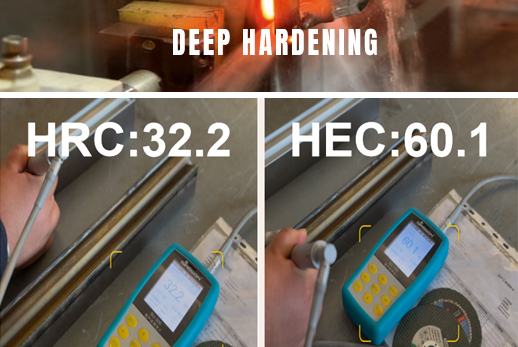
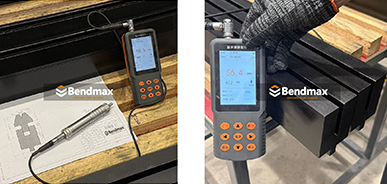
Takım dayanıklılığı büyük ölçüde malzeme ve ısıl işlem kalitesine bağlıdır. Yüksek kaliteli düzleştirme takımları genellikle şunlardan yapılır: 42CrMo sertlik aralığı ile HRC 54–60Bu, daha uzun kullanım ömrü, daha iyi aşınma direnci ve istikrarlı düzleştirme performansı sağlar.
Takım seçimi sadece performansla ilgili değildir; maliyet verimliliği de önemlidir. Yüksek kaliteli düzleştirme takımlarının kullanımı başlangıç maliyetini artırabilir, ancak uzun vadeli değiştirme giderlerini önemli ölçüde azaltabilir.
Sac metal üretiminde, kenar kıvırma hatalarını gidermenin en etkili yolu genellikle doğru takım kombinasyonunu seçmektir.
Mühendislik Faydası:
✔ Çekme gerilimini azaltır
✔ Malzeme akışını iyileştirir
✔ Çatlak oluşumunu önler
Mühendislik Faydası:
✔ Basınç homojenliğini iyileştirir
✔ İnce levha malzemeyi stabilize eder
✔ Deformasyon riskini azaltır
Mühendislik Faydası:
✔ Görünür yüzeyleri korur
✔ Ürün görünümünü iyileştirir
✔ Son işlem maliyetini düşürür
Mühendislik Faydası:
✔ Tutarlı düzleştirme sağlar
✔ Boyutsal doğruluğu artırır
✔ Yapısal dayanıklılığı artırır
Mühendislik Faydası:
✔ Takım ömrünü uzatır
✔ Bakım maliyetini azaltır
✔ Uzun vadeli güvenilirliği artırır
Orta kalınlıktaki sac metallerde standart iki aşamalı kenar kıvırma işlemleri için yaygın olarak önerilen takım kombinasyonu şunlardır:
Bu kombinasyon, elektrik panoları, metal muhafazalar ve ev aletleri için istikrarlı düzleştirme performansı, geliştirilmiş boyutsal doğruluk ve tutarlı kenar kıvırma kalitesi sağlar.
Uygun bakım kenar kıvırma ve düzleştirme aletleri Bu, tutarlı bükme kalitesini sağlamak, takım ömrünü uzatmak ve uzun vadeli üretim maliyetlerini düşürmek için çok önemlidir.

Modern sac metal imalatında, kalite kenar kıvırma ve düzleştirme aletleri Son ürünün görünümünü, yapısal dayanıklılığını ve üretim verimliliğini doğrudan belirler. Güvenilir bir kalıp tedarikçisi seçmek sadece fiyatla ilgili değil, aynı zamanda hassasiyet, dayanıklılık ve uzun vadeli istikrarla da ilgilidir.
Profesyonel kenar kıvırma aletleri, boyutsal doğruluk ve tutarlılık sağlamak için yüksek kaliteli alaşımlı çelik ve gelişmiş CNC işleme süreçleri kullanılarak üretilir.
Güvenilir kenar kıvırma aletleri genellikle yüksek mukavemetli alaşımlı çeliklerden üretilir, örneğin: 42CrMo ve sertleştirilmiş takım çeliği kaliteleri. Kontrollü ısıl işlem sayesinde, takımlar belirli bir sertlik seviyesine ulaşır. HRC 54–60Bu, şunları sağlar:
Profesyonel takım çözümleri, gerçek endüstriyel uygulamalar temel alınarak tasarlanmıştır ve standart kenar kıvırma işlemleriyle uyumluluk, iz bırakmayan yüzey gereksinimleri ve yüksek hacimli üretim hatları ile uyumluluğu garanti eder.
 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: Gizlilik Politikası
Wechat: Gizlilik Politikası
 IPv6 network supported
IPv6 network supported
leave a message
Scan to wechat :

Scan to whatsapp :

 Türkçe
Türkçe 








