








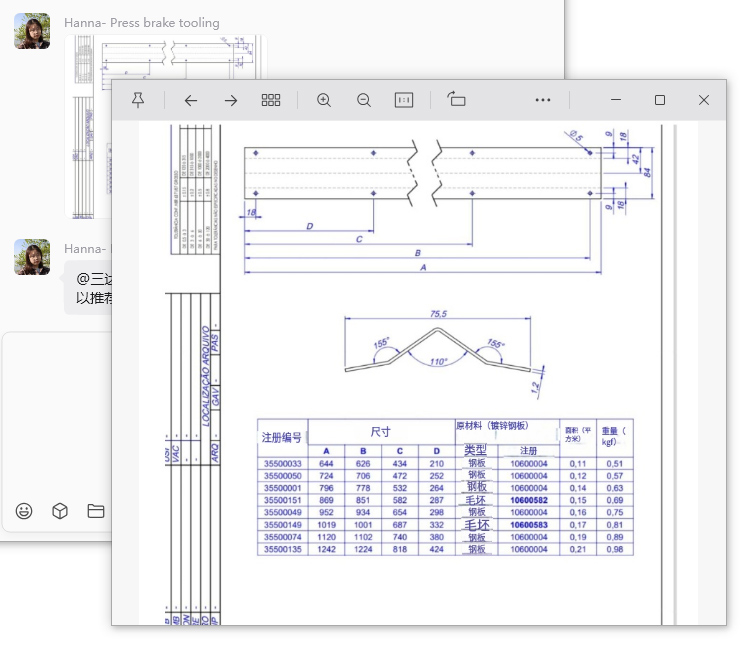
Müşteri, bize belirli bir bükme işlemiyle ilgili bir sorunla başvurdu.nervürlü yapıya sahip ince çelik levhaHem verimlilik hem de boyutsal tutarlılık gerektirir.
Müşterinin başlıca talepleri şunlardı:
Malzeme:Çelik levha,1,2 mm kalınlık
Makine: Amada pres freni
Alt kalıp açıklığı: V = 60 mm
Şekillendirme yöntemi: Tek vuruşta şekillendirme (tek adımlı bükme)
Bölüm özelliği:Çok açılı profil iletakviye nervürü (sertleştirici yapı)
Kalite beklentisi:
Sabit bükme açıları
Bozulma olmadan temiz şekillendirme
Tutarlı kaburga şekli
Seri üretimde yüksek tekrarlanabilirlik
Çünkü iş parçası şunları içerir: kaburga geometrisi ve çoklu bükme açılarıStandart düz zımbalar, istenen şekli tek bir işlemde elde etmek için uygun değildi.
Çizimi inceledikten sonra, mühendislik ekibimiz birkaç önemli zorluk tespit etti:
Bir varlığı kaburga (takviye özelliği) Şekillendirme direncini artırır ve bükme sırasında malzemenin akış şeklini değiştirir. Uygun takım desteği olmadan:
Bu durum üretim verimliliğini düşürür ve döngü süresini uzatır.
Müşteri özellikle talep etti. tek vuruşta oluşan, Anlam:
Bu, şunu gerektirir: özel profilli takım tezgahlarıStandart zımbalar değil.
İle 1,2 mm çelikYanlış takım seçimi şunlara neden olabilir:
Kalıp omuzlarından gelen uygun destek şarttır.
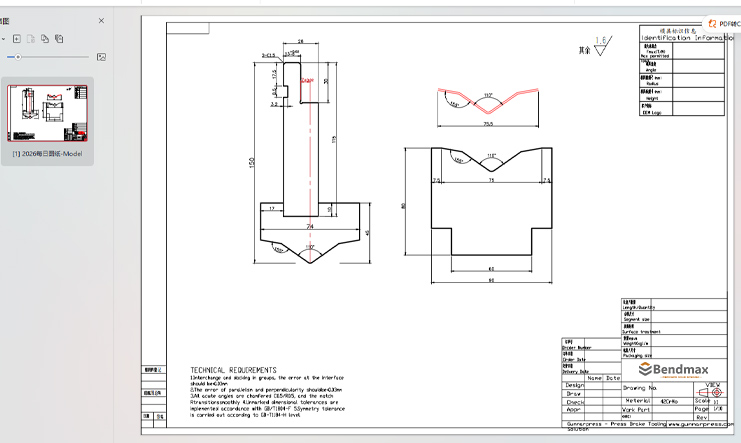
Teknik değerlendirmenin ardından mühendislerimiz şu yöntemi önerdi: özel Kaburga Bükme AletleriÖzellikle çizimde gösterilen profile uyacak şekilde tasarlanmıştır.
Önerilen takım konfigürasyonu:
Alet Tipi:Kaburga Bükme Zımba ve Kalıp Seti
Makine Uyumluluğu:Amada sistemi
Alt Kalıp Açıklığı:V = 60 mm
Şekillendirme Yöntemi:Tek seferlik profil oluşturuluyor
Malzeme Desteği:İnce levha şekillendirme için optimize edilmiştir.
Profil Eşleştirme:Parça kaburga şeklini takip eden özel geometri
Bu kalıp tasarımı, nervür ve açıların tek bir pres darbesiyle eş zamanlı olarak oluşturulmasına olanak tanır.
Çizimde gösterilen kaburga yapısı şunları içerir:
Standart zımbalar bu tür yapılardaki deformasyonu doğru bir şekilde kontrol edemez. Kaburga bükme aletleri şunları sağlar:
Özel olarak tasarlanmış zımba ucu, kaburga geometrisini destekler ve şekillendirme sırasında çökmesini önler.
Eşleşen takım geometrisiyle:
Özel kaburga kalıplama şunları sağlar:
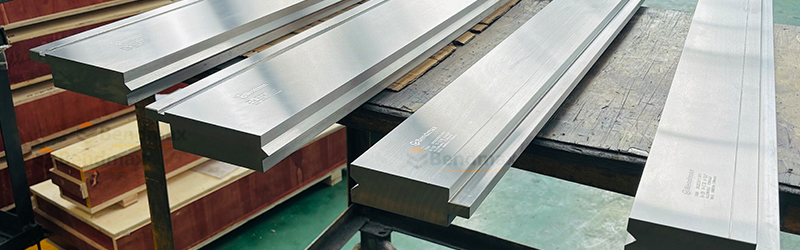
Önerilen kanat bükme aletlerinin uygulanmasının ardından müşteri aşağıdaki sonuçlara başarıyla ulaştı:
Üretilen nihai parçalar, müşterinin boyut ve işlevsel gereksinimlerini karşıladı.
Bu örnek, parçaları bükmenin sonuçlarını göstermektedir. kaburga veya takviye yapılarıDoğru takım profilini seçmek çok önemlidir.
Aşağıdaki bileşenleri gerektiren durumlar için:
Özel kaburga bükme aletleri Genellikle en güvenilir çözümdür.
 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: Gizlilik Politikası
Wechat: Gizlilik Politikası
 IPv6 network supported
IPv6 network supported
leave a message
Scan to wechat :

Scan to whatsapp :

 Türkçe
Türkçe 








