U Kalıp mı V Kalıp mı: Sac Bükme İçin Hangi Pres Bükme Kalıbı Daha İyidir?
May 25, 2026
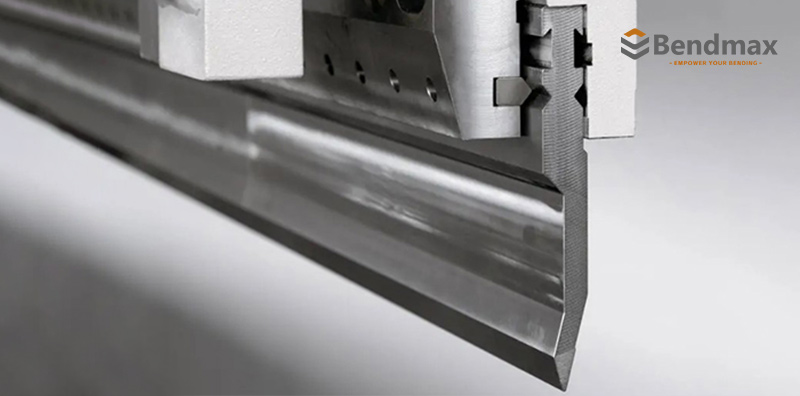
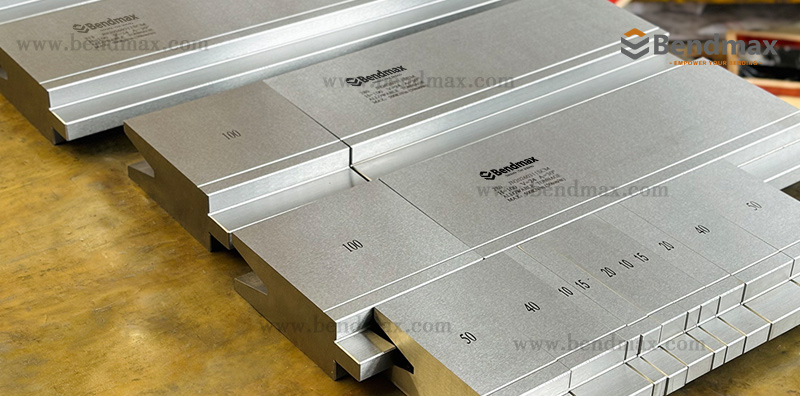
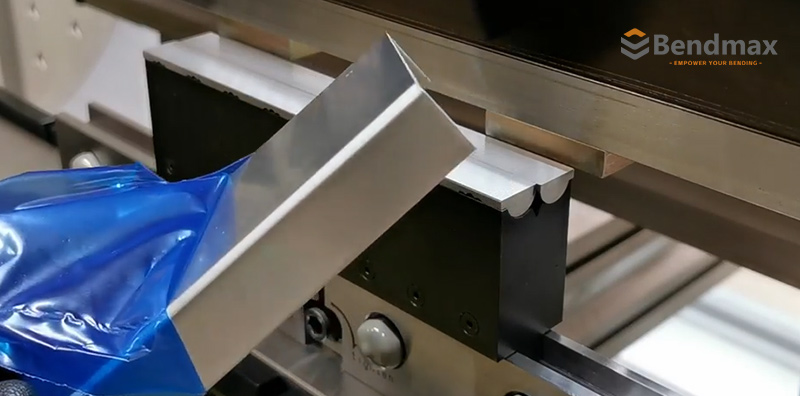
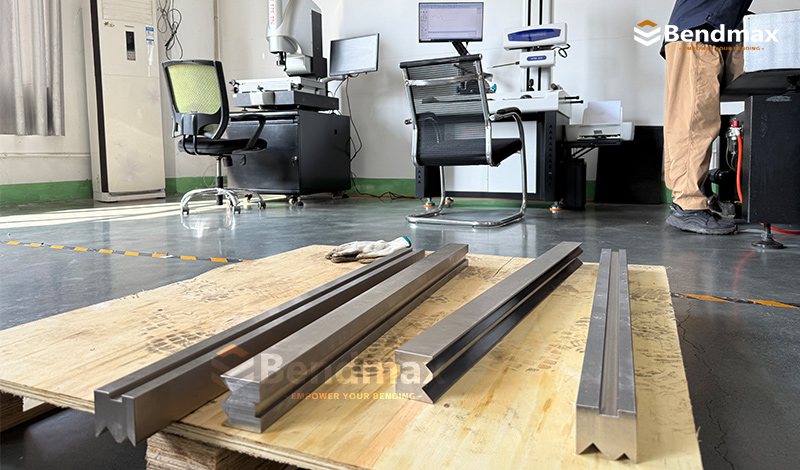
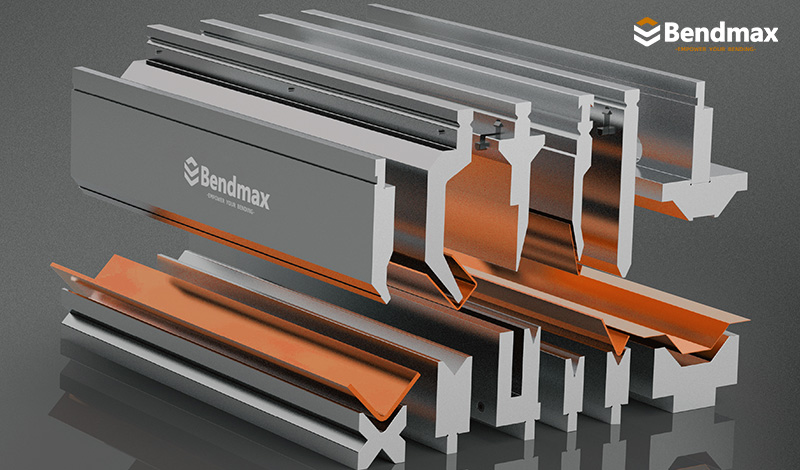
U Kalıp mı V Kalıp mı: Sac Bükme İçin Hangi Pres Bükme Kalıbı Daha İyidir?Modern sac metal imalatında, doğru pres freni takımını seçmek, doğru bükme makinesini seçmek kadar önemlidir. Tüm alt takım seçenekleri arasında, V ölür Ve U ölür Pres bükme işlemlerinde en yaygın kullanılan iki çözüm bunlardır.Her ikisi de sac metal bükme için tasarlanmış olsa da, yapıları, uygulamaları, bükme performansları ve şekillendirme yetenekleri çok farklıdır.Birçok üretici sıklıkla aynı soruyla karşı karşıya kalır:Bu parça V şeklinde mi yoksa U şeklinde mi bükülmeli?Bazı durumlarda, standart bir V kalıp, U kalıbın yerini alabilir ve kalıp maliyetlerini düşürebilir. Bununla birlikte, diğer durumlarda, U kalıp yerine V kalıp kullanmak, girişime, deformasyona, zayıf açı tutarlılığına veya hatta bükülme arızasına yol açabilir.Bu makale, aralarındaki farkları açıklamaktadır. Pres freni U kalıpları ve V kalıpları, içermek:Takım sınıflandırmalarıYapısal farklılıklarBaşlıca avantajlarTipik uygulamalarBir V yongası bir U yongasının yerini alabildiğindeU kalıbının kesinlikle gerekli olduğu durumlardaSac bükme, CNC pres freni takım seçimi veya kutu bükme üretimiyle ilgileniyorsanız, bu kılavuz doğru takım çözümünü seçmenize yardımcı olacaktır.Pres freni takımlarında V kalıplarını anlamakA V kalıbı Pres bükme işleminde en yaygın kullanılan alt kalıptır.Çalışma oluğu V şeklinde tasarlanmıştır ve esas olarak standart hava bükme ve taban bükme işlemlerinde kullanılır.Çok yönlülüğü ve düşük üretim maliyeti nedeniyle V kalıp, çoğu sac metal işleme atölyesi için standart kalıp çözümü haline gelmiştir.Yaygın V Kalıp ÇeşitleriTek V KalıpO Tek V Kalıp Bir adet V şeklinde açıklık içerir ve genellikle standart sac metal bükme uygulamalarında kullanılır.Tipik uygulama alanları şunlardır:90 derecelik bükmeHava bükmePaslanmaz çelik bükmeYumuşak çelik imalatıGenel amaçlı şekillendirmeBaşlıca Avantajları:Basit yapıHızlı kurulumDüşük takım maliyetiYüksek bükme hassasiyetiOtomatik üretime uygundur.Tek V profilli kalıplar, yüksek verimli CNC pres frenleme işlemleri için idealdir.Wila-System 86° H100 Tek V Kalıp NO.29336Özel Sertleştirilmiş Bükme V Kalıbı/Alt TakımAmada-system Ağır Hizmet Tipi Pres Freni Büyük V KalıpKalın Plaka Bükme İçin 80°LVD Sistemi 30° R1.2 V12 H130 NO.26253Yüksek Hassasiyetli Pres Freni V KalıbıÇift V KalıpA Çift V Kalıp Farklı boyutlarda iki adet V şeklinde açıklık içerir. Bu tasarım, operatörlerin aletleri sık sık değiştirmeden farklı malzeme kalınlıklarını işlemelerine olanak tanır.Avantajlar:Takım kurulum süresini azaltır.Üretim esnekliğini artırır.Alet envanterinde yer tasarrufu sağlar.Çift V kalıplar, orta ve büyük ölçekli imalat fabrikalarında yaygın olarak kullanılmaktadır.Amada Sistem Abkant Pres 2V Kalıp NO.20.347Hafif Kalibreli Hassas Bükme İçin 85° V12/V20 Çift V KalıpAmada-sistem Abkant Pres 2V-Die NO.20.82085° Çift V 32mm/40mm Üst ve Alt V açıklıklıÇoklu V KalıpA Çoklu V Kalıp Birden fazla V açıklığını tek bir kalıp gövdesine entegre eder.Özellikle şunlar için uygundur:Esnek üretimÇoklu ürün üretim hatlarıOtomatik bükme sistemleriFaydalar:Hızlı iş değiştirmeDaha düşük takım yatırımıÜretim verimliliğinde iyileşmeAmada-system Pres Freni 4 Yönlü V Kalıp NO.28.820Evrensel Çoklu V Blok 20-70mmYarıçap V KalıpA Yarıçap V Kalıp Keskin V taban yerine yuvarlak oluklu bir tabana sahiptir.Genellikle şu amaçlarla kullanılır:Daha büyük bükme yarıçapı gereksinimleriYüzey korumasıPaslanmaz çelik ve alüminyum üzerindeki izleri azaltma Pres freni takımlarında U kalıplarını anlamakA Sen ölürsün Bu, özellikle derin flanşlı veya kutu şeklinde yapılara sahip parçaları bükmek için tasarlanmış derin kanallı bir alt kalıptır.Standart V kalıplara kıyasla, U kalıplar kalıp açıklığı içinde önemli ölçüde daha fazla boşluk alanı sağlar.Bu özellik, girişim olasılığının yüksek olduğu karmaşık bükme işlemleri için onları son derece uygun hale getirir.U harfiyle başlayan yaygın kalıp türleriStandart U KalıpStandart U tipi kalıp esas olarak şu amaçlarla kullanılır:Kutu bükmeDolap bükmeMuhafaza imalatıDerin flanş şekillendirmeÖzellikler:Derin oluklu tasarımArtırılmış eğilme boşluğuAzaltılmış girişim riskiGeniş Açıklıklı U KalıpBu tip U şeklindeki kalıp şu amaçlar için tasarlanmıştır:Büyük dönüş flanşlarıKalın sac levhaGeniş yarıçaplı bükme uygulamalarıAvantajlar:Daha kolay parça konumlandırmaBüyük boyutlu iş parçalarıyla daha iyi uyumlulukİz bırakmayan U kalıbıİz bırakmayan U kalıpları genellikle şunları içerir:Naylon eklerPoliüretan korumaYüzey koruyucu malzemelerBu kalıplar yaygın olarak şu amaçlarla kullanılır:Ayna paslanmaz çelikDekoratif panellerAlüminyum levhalarBoyalı sac metalÖzel U KalıplarıÖzel U şeklindeki kalıplar, benzersiz iş parçası yapıları için özel olarak tasarlanmıştır.Bunlar aşağıdaki gibi sektörlerde yaygındır:Asansör üretimiMutfak ekipmanlarıOtomotiv sac metalElektrik panosu üretimiStandart U KalıpKutu bükme, derin flanşlar ve girişimsiz sac metal şekillendirme için tasarlanmış derin kanallı pres bükme kalıbı.Standart Kanal KalıbıU şeklinde bükme, muhafaza şekillendirme ve çok aşamalı bükme işlemleri için uygun standart kanal tipi alt kalıp.İz bırakmayan kanal kalıplarıPaslanmaz çelik, alüminyum ve dekoratif sac metallerin bükülmesi için yüzey koruma tasarımına sahip, iz bırakmayan kanal kalıpları.İşaretsiz ÖlürsünHassas bükme uygulamaları sırasında çizilmeleri önlemek için PU veya naylon korumalı U şeklinde alt kalıp.Özel U KalıplarıÖzel profiller, derin kutu bükme ve karmaşık sac metal şekillendirme gereksinimleri için özel olarak tasarlanmış U kalıpları.U ve V Kalıpları Arasındaki Başlıca FarklarKarşılaştırmakV DieSen ölürsünAlet YapısıDar V şeklinde olukStandartlaştırılmış yapıGenel bükme işlemleri için uygundur.Derin U şeklinde oyukDaha geniş iç boşlukDerin veya karmaşık bükme işlemleri için tasarlanmıştır.Uygulama AlanıStandart 90° dirseklerHava bükmeYüksek hızlı üretimGenel sac metal imalatıKutu bükmeDerin flanşlı parçalarDönüş bükümleriÇok aşamalı bükme işlemleriGirişim DirenciBu, en büyük farklardan biridir.Derin bükme işlemlerinde, iş parçası şu noktalara çarpabilir:• Omuzları öl• Yan duvarları kalıplamak• Üst delme yapısıU şeklindeki kalıplar, derin bükme işlemleri sırasında paraziti önleyen ek iç alan sağlar.V ve U Kalıpları Arasındaki AvantajlarV Kalıplarının AvantajlarıU Kalıplarının AvantajlarıDaha Yüksek Üretim VerimliliğiV tipi yongaların takılması ve değiştirilmesi daha kolaydır, bu da onları aşağıdaki uygulamalar için ideal hale getirir:CNC pres freni otomasyonuRobot bükme sistemleriSeri üretim ortamlarıDerin Bükme İçin Daha İyi BoşlukBu, U tipi kalıpların en önemli avantajıdır.Derin kutu yapılarının bükülmesinde, standart V kalıplar genellikle girişim sorunlarına yol açar.U şeklindeki kalıplar daha derin bir oyuk sağlayarak bu sorunu çözer.Daha düşük takım maliyetiDaha basit yapıları nedeniyle V tipi yongalar, U tipi yongalara göre daha ekonomiktir.Bu, şunları azaltır:İlk takım yatırımıEnvanter maliyetleriBakım giderleriKutu ve dolap imalatı için daha iyiUygulamalar şunları içerir:Elektrik panolarıKontrol kutularıSunucu kasalarıMutfak ekipmanlarıBu ürünler genellikle birden fazla derin büküm gerektirir.U şeklindeki kalıplar, şekillendirme stabilitesini önemli ölçüde artırır.Daha İyi UyumlulukV tipi kalıplar, çoğu standart pres freni takımlama sistemiyle uyumludur. Örneğin:Avrupa tarzı aletlerAmerikan aletleriWILA sistemleriTrumpf sistemleriYüzey Hasarı Riskinde AzalmaBirçok U tipi kalıp, iz bırakmayan koruma sistemleriyle tasarlanmıştır. Bu, aşağıdakiler için önemlidir:Dekoratif paslanmaz çelikAlüminyum panellerBoyalı yüzeylerHava bükme için idealModern pres bükme işlemlerinde hava bükme teknolojisine olan bağımlılık giderek artmaktadır. V şeklindeki kalıplar, aşağıdaki avantajları sundukları için tercih edilmektedir:Esnek açı kontrolüDaha düşük tonaj gereksinimleriDaha uzun takım ömrüKarmaşık yapılar için uygundur.U tipi kalıplar genellikle şu durumlarda gereklidir:Dönüş bükümleriKapalı kanallarDerin profil bükmeBu yapıların standart V kalıplarıyla işlenmesi zor veya imkansızdır.Bir V tipi yonga, bir U tipi yonganın yerine ne zaman kullanılabilir?Bazı bükme uygulamalarında, V tipi bir kalıp U tipi bir kalıbın yerini başarıyla alabilir.Bu, takım maliyetlerini düşürmeye ve esnekliği artırmaya yardımcı olur. Dolayısıyla, çalışma prensiplerini, avantajlarını ve dezavantajlarını tanıtmanın nihai amacı, ihtiyaçlarımızı karşılamak için bunları makul ve etkili bir şekilde kullanabilmemizi sağlamaktır.Ancak, birkaç önemli koşulun dikkate alınması gerekir.1. Flanş Yüksekliği Nispeten KüçükEğer flanş sığ ise, girişim olasılığı daha düşüktür. Bu durumda, standart bir V kalıp yeterli olabilir.Yaygın örnekler şunlardır:Küçük kanallarSığ kutularIşık dönüşlü bükümler2. Daha Büyük Bir V Açıklığı KullanılırV şeklindeki açıklığın boyutunu artırmak, daha fazla boşluk alanı yaratır. Bu, bazı sığ kutu yapılarının U kalıbı kullanılmadan bükülmesine olanak tanır.Ancak daha büyük V açıklıkları ayrıca şunları da üretir:Daha büyük iç yarıçapDaha fazla geri yaylanmaBükme hassasiyetinde azalma3. Hava Bükme KullanılırHava ile bükme, iş parçası ile kalıp arasındaki teması azaltır. Bu, bazı karmaşık bükme işlemlerinde girişimlerin önlenmesine yardımcı olabilir.Sonuç olarak, birçok modern imalat atölyesi şunları kullanmaktadır:Büyük V kalıplarıHava bükme yöntemleriÖzel U kalıplarına olan ihtiyacı azaltmak için.4. Kazboynu şekilli zımbalar kullanılır.Bazen parazit, alt kalıptan ziyade üst zımbadan kaynaklanır.Kullanım:Kazboynu yumruklarıderin boğaz yumruklarıBu, standart bir V kalıbının daha karmaşık bükümler yapmasını sağlayabilir.U tipi kalıpların V tipi kalıplarla değiştirilmesinde önemli risklerU tipi kalıbı V tipi kalıpla değiştirmek kalıp maliyetlerini düşürebilse de, beraberinde çeşitli riskler de getirir.Girişim SorunlarıEğer flanş çok derin olursa, iş parçası kalıp omuzlarıyla çarpışabilir. Bu durum şunlara yol açabilir:DeformasyonAlet hasarıEksik bükmeDaha Büyük Bükme YarıçapıGeniş V açıklıkları, iç büküm yarıçapını artırır. Bu durum şunları etkileyebilir:Ürün montajıBoyutsal doğrulukGörünüm tutarlılığıArtan geri yaylanmaGeniş V kalıplarla yapılan hava bükme işlemi genellikle daha fazla geri yaylanmaya neden olur. Ek açı telafisi gerekebilir.Yüzey İşaretlemeStandart V kalıpları aşağıdaki yüzeylerde kolayca iz bırakabilir:Paslanmaz çelikAlüminyumDekoratif yüzeylerBu durumlarda, iz bırakmayan U kalıpları daha güvenlidir.Bir V yongası, bir U yongasının yerine ne zaman kullanılamaz?U tipi zarın gerekli olduğu çeşitli durumlar vardır.Derin Kutu BükmeDerin elektrik panoları ve muhafaza parçaları genellikle U tipi kalıplar gerektirir çünkü standart V tipi kalıplar yeterli boşluk sağlamaz.Çok Aşamalı BükmeDaha fazla büküm oluştuğunda, iş parçasının yapısı giderek daha karmaşık hale gelir.U şeklindeki kalıplar, sonraki aşama şekillendirme için gerekli alanı sağlar.Büyük Dönüş FlanşlarıGeniş flanşlar, girişim riskini önemli ölçüde artırır.Özellikle kalın malzemeler için U şeklinde kalıplar sıklıkla gereklidir.Yüksek Kozmetik Yüzey GereksinimleriParlak paslanmaz çelik veya boyalı sac levhalar için, koruyucu ek parçalara sahip U şeklindeki kalıplar çok daha iyi yüzey koruması sağlar.Özel Şekillendirme UygulamalarıŞu gibi uygulamalar:KenarDönüş bükümleriDerin kanal oluşumuGenellikle özel U kalıpları gerektirirler.Doğru Pres Bükme Kalıbını Nasıl Seçersiniz?V Zarını Şu Durumlarda Seçin:Standart bükme işlemini gerçekleştirmeÜretim verimliliğine öncelik vermekOtomatik bükme sistemlerinin kullanımıGenel sac metal parçalarının işlenmesiŞu durumlarda U Ölme Seçin:Derin kutu yapılarının bükülmesiBüyük dönüş flanşlarının oluşturulmasıKarmaşık parçaların işlenmesiMüdahaleyi önlemekDekoratif yüzeylerin korunmasıModern pres bükme işlemlerinde ne U kalıpları ne de V kalıpları evrensel olarak daha iyidir. Bunun yerine:Her takım türü, farklı bükme gereksinimleri için tasarlanmıştır.V tipi yongalar şunlar için idealdir:Standartlaştırılmış üretimYüksek hızlı üretimGenel amaçlı bükmeU bedenleri şunlar için gereklidir:Derin kutu bükmeKarmaşık geometrilerParazitlere duyarlı uygulamalarYüksek kozmetik gereksinimleriGünümüzde birçok sac metal üreticisi, mümkün olan her durumda U şeklindeki kalıpları büyük V şeklindeki kalıplarla değiştirmeye çalışmaktadır; bunun nedenleri şunlardır:Takım maliyetlerini azaltınEsnekliği geliştirinÜretimi basitleştirinAncak, derin ve karmaşık bükme uygulamaları için U profilli kalıplar vazgeçilmezdir.En iyi takım stratejisi genellikle şu unsurların dengeli bir kombinasyonudur:Standart V kalıplarıÇoklu V kalıplarıDeep U ölüyorİşaretsiz U kalıplarıBu, aşağıdaki unsurlar arasında en uygun dengeyi sağlar:Bükme kalitesiÜretim verimliliğiTakım esnekliğiÜretim maliyet kontrolüİlginizi çekebilecek ilgili makaleler:"Yaygın V-açılımlı Pres Fren Kalıp Tipleri ve Uygulamaları""Farklı Takımlar İçin Pres Fren Tonajının Hesaplanması (Kapsamlı Kılavuz 2026)""Bükme Kuvvetine Göre Doğru Pres Bükme Aletini Seçme""Pres Freni Takımları Nedir? Üreticiler İçin Nihai Kılavuz"











 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: Gizlilik Politikası
Wechat: Gizlilik Politikası
 IPv6 network supported
IPv6 network supported


 Türkçe
Türkçe 








