Bendmax, pres freni kalıp üretiminde neden sıkı proses kontrolüne odaklanıyor?
Sac metal imalatında, Pres freni takımlarının kalitesi, bükme doğruluğunu, üretim verimliliğini ve nihai parçaların yüzey kalitesini doğrudan etkiler.Yüksek hassasiyetli pres bükme makineleri kullanılırken bile, yetersiz takım kullanımı tutarsız açılara, erken aşınmaya veya iş parçasında yüzey izlerine yol açabilir.
Tutarlı performans ve uzun kullanım ömrü sağlamak için, Bendmax, 12 aşamalı sıkı bir üretim sürecini uygulamaktadır.Hammadde seçiminden nihai teslimata kadar her aşama, istikrarlı takım kalitesi ve güvenilir bükme sonuçları garanti etmek için dikkatlice kontrol edilir.
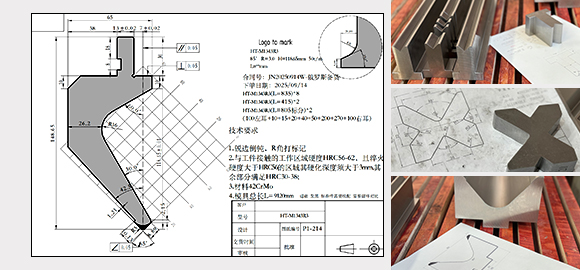
Üretim süreci şunlarla başlar: profesyonel takım tasarımıBendmax mühendisleri, sac kalınlığı, malzeme türü, bükme yarıçapı ve şekillendirme sırası dahil olmak üzere müşterinin bükme gereksinimlerini değerlendirir.
Mühendisler bu faktörlere dayanarak karar verirler. standart takım başvuruyu karşılayabiliyorsa veya eğer özel şekillendirme araçları Bükme verimliliğini ve hassasiyetini artırmak için geliştirilmelidir.
|
|
|
| Hızlı Mühendislik Yanıtı | 15 yıllık deneyim | Açık Çizimler |
| 24 saat / 6 gün | Özel aletler doğru ve güvenilir bir şekilde | Adım adım bükme işlemi |

Pres bükme kalıplarının dayanıklılığı, kullanılan hammaddelerin kalitesiyle başlar.
Bendmax kullanıyor Dövme 42CrMo alaşımlı çelik (42CrMo4) Çünkü sahip olduğu mükemmel denge sayesinde:
yüksek mukavemet
güçlü dayanıklılık
aşınma direnci
yorulma direnci
Malzeme güvenilirliğini sağlamak için Bendmax şunları sunar: Tedarikçilerden alınan malzeme sertifikaları ve üçüncü taraf test doğrulamaları..
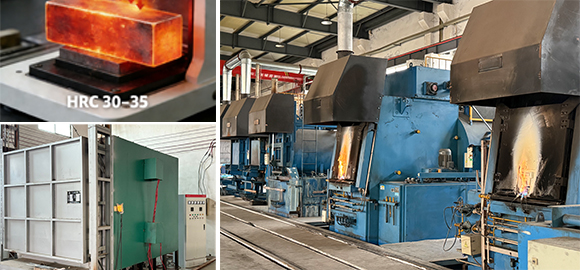
Malzeme hazırlığının ardından, kalıplama işlemi gerçekleştirilir. tuz banyosunda söndürme ve temperleme.
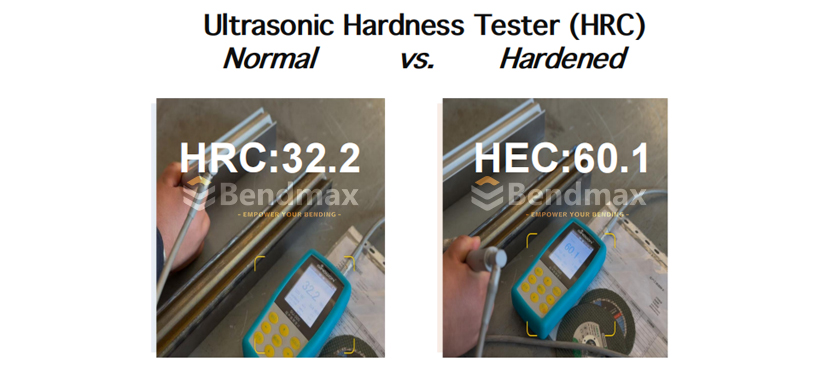
Bu kontrollü ısıl işlem süreci, iç yapıyı stabilize eder ve Takım gövdesi sertliği HRC 30–35 aralığındadır.Bu sayede yüksek yapısal dayanıklılık sağlanır ve ağır eğilme yükleri altında çatlama riski azaltılır.
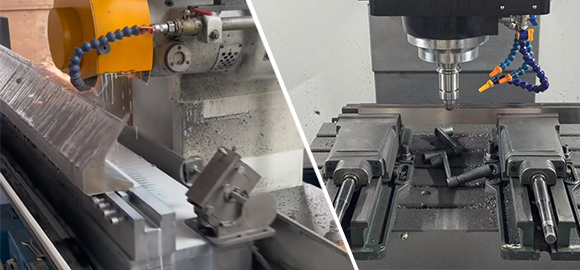
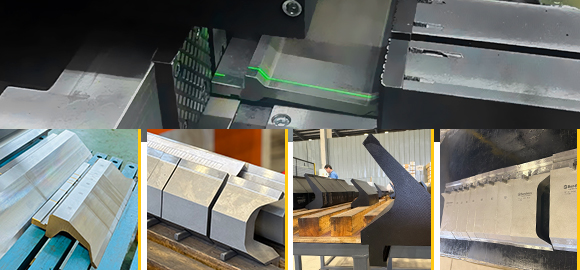
Daha sonra takım ham maddeleri şu yöntemle işlenir: yüksek hassasiyetli CNC işleme merkezleri.
Bu süreç şunları sağlar:
doğru zımba ve kalıp profilleri
partiler arası tekrarlanabilir üretim
sıkı boyut toleransları
CNC frezeleme, sonraki son işlem operasyonları için gerekli temel geometriyi oluşturur.

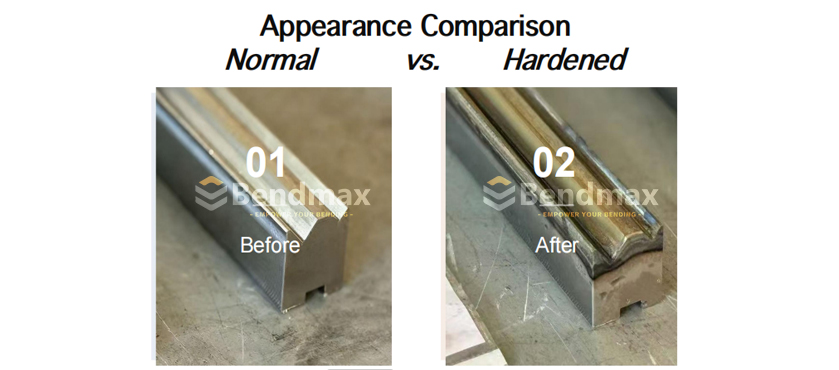
Takım tezgahlarının çalışma alanları şu işlemlere tabi tutulur: indüksiyonla sertleştirme.
Bu işlem sırasında yüzey ısıtılır. 850–950°CBu sayede aşınma direnci önemli ölçüde artar. Çalışma yüzeyinin sertliği belirli bir seviyeye ulaşır. HRC 54–60Bu sayede aletler, aşırı aşınma olmadan tekrarlanan bükme döngülerine dayanabilir.

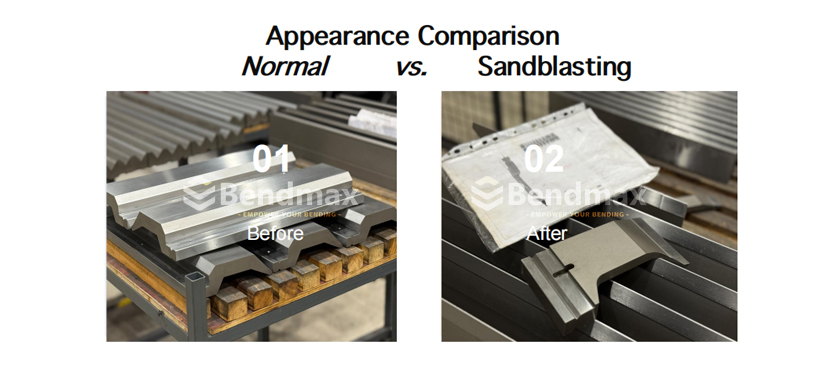
Isıl işlemden sonra, takım yüzeyi şu şekilde işlenir: kum püskürtme.
Bu süreç çeşitli avantajlar sağlar:
Yüzey çiziklerine karşı geliştirilmiş direnç
azaltılmış iç işleme gerilimi
daha iyi uzun vadeli istikrar
Ayrıca, önde gelen uluslararası takım üreticilerinin kullandığına benzer, düzgün bir yüzey kalitesi oluşturur.
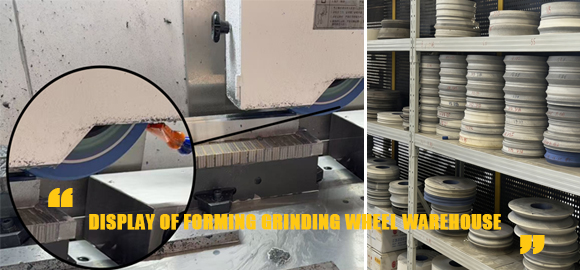
Taşlama, pres freni kalıplarının üretimindeki en kritik aşamalardan biridir.
Bendmax kullanıyor CNC taşlama makineleri Ana takım yüzeylerini yüksek hassasiyetle tamamlayarak, kesin sonuçlar elde edilmesini sağlamak:
bükme açıları
yarıçaplar
yükseklikler
V-oluk geometrisi
Bu hassasiyet, bükme sonuçlarının tutarlılığını doğrudan belirler.
|
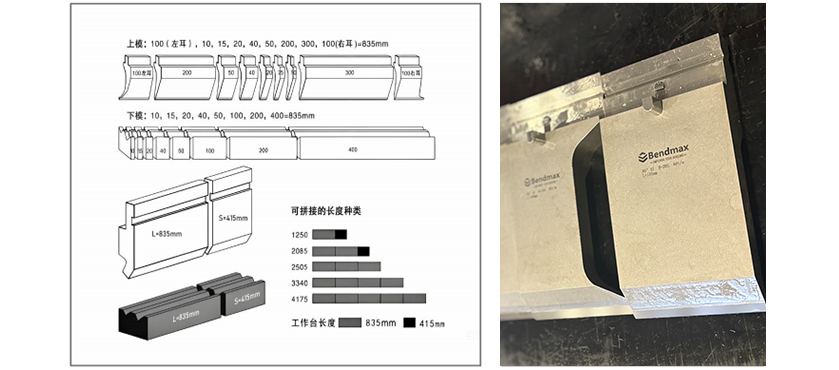
Bükme işlemlerinde esnekliği artırmak için birçok alet üretilmektedir. segmentli takım setleri.
Standart konfigürasyonlar şunları içerir:
835 mm katı aletler
415 mm katı aletler
segmentli takım kombinasyonları
Segmentli takımlar, operatörlerin farklı bükme uygulamaları için takım uzunluklarını hızlı bir şekilde bir araya getirmelerini sağlar.

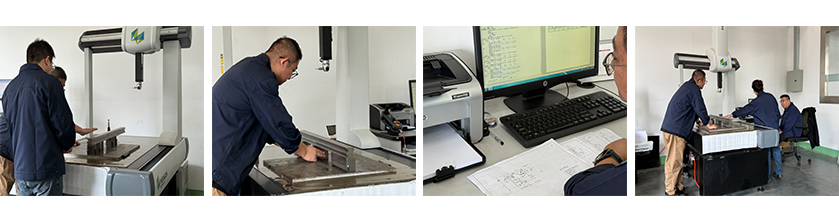
Sıkı kalite kontrolü, her aletin doğruluğunu ve güvenilirliğini sağlar.
Bendmax aşağıdaki gibi profesyonel muayene ekipmanları kullanmaktadır:
Koordinat Ölçme Makineleri (CMM)
Kontur ölçüm cihazları
Yükseklik ölçerler
Doğruluk ölçme aletleri
Üretimi tamamlanmış takımlar, aşağıdaki boyut toleranslarına ulaşabilir: ±0,02 mmBu sayede istikrarlı bükme hassasiyeti sağlanır.
(Denetim yapan personel) |
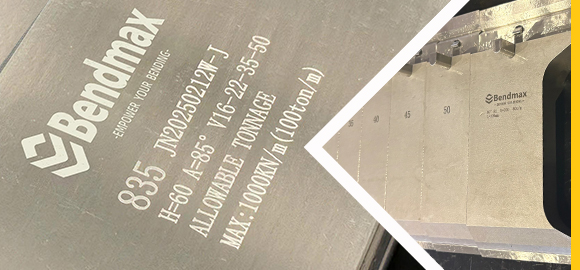
Her alet şu şekilde işaretlenmiştir: lazer gravür Aşağıdakiler de dahil olmak üzere temel parametreleri net bir şekilde görüntülemek için:
takım kodu
bükme açısı
yarıçap
tonaj kapasitesi
uzunluk
Bu, operatörlerin üretim sırasında doğru aletleri kolayca belirlemelerine ve seçmelerine olanak tanır.

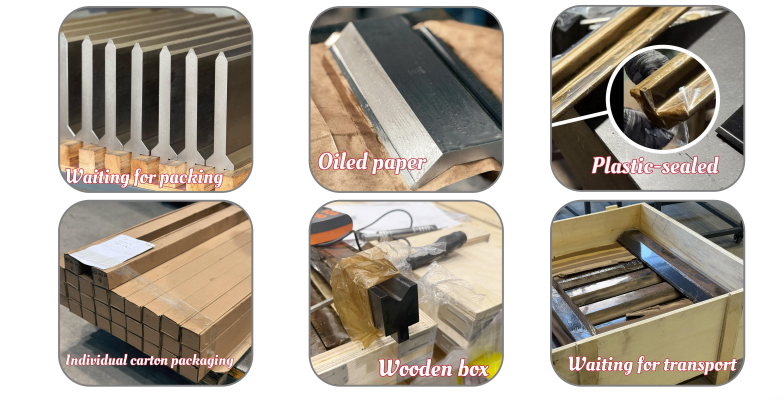
Bendmax kullanıyor çok katmanlı ambalaj koruması Güvenli ulaşımı sağlamak için:
Pas önleyici yağ kaplaması
Yağ geçirmez kağıt ambalajı
Bireysel plastik ambalaj
Karton ambalaj
Güçlendirilmiş ahşap kasalar
Bu, nakliye sırasında paslanmayı, hasarı veya deformasyonu önler.
—Ambalajlama Süreci Diyagramı
|

Bendmax, müşteri gereksinimlerine dayalı verimli küresel teslimat çözümleri sunmaktadır.
Tipik teslimat süreleri:
Standart takımlar: 3-5 gün
Özelleştirilmiş takım: 20-25 gün
Şirket ayrıca müşterilerine en ekonomik ve güvenilir ulaşım yöntemlerini seçme konusunda da yardımcı olmaktadır.
Pres freni takımları aşağıdaki koşullar altında çalışır: yüksek basınç ve tekrarlanan şekillendirme döngüleriUygun proses kontrolü olmadan, takım tezgahlarında aşağıdaki gibi sorunlar ortaya çıkabilir:
düzensiz sertlik
boyutsal sapma
erken aşınma
alet çatlaması
kararsız bükme açıları
Bir uygulamayı hayata geçirerek sıkı bir şekilde kontrol edilen üretim süreciBendmax, tutarlı malzeme kalitesi, hassas geometri ve güvenilir performans sağlar.
Sıkı mühendislik standartları ve kontrollü üretim süreçleri sayesinde, Bendmax, dünya çapındaki sac metal işleme endüstrileri için yüksek hassasiyetli pres bükme makineleri ve kalıpları sağlamaktadır..
Sonuç olarak, aşağıdaki avantajları sağlayan bir araç ortaya çıkıyor:
tutarlı bükme doğruluğu
daha uzun hizmet ömrü
üretim verimliliğinde iyileşme
azaltılmış bakım maliyetleri

 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: Gizlilik Politikası
Wechat: Gizlilik Politikası
 IPv6 network supported
IPv6 network supported
leave a message
Scan to wechat :

Scan to whatsapp :

 Türkçe
Türkçe